Pressure_Advance
In this guide we explain how to configure PA on Klipper using a specially crafted test object in just one print.
Start with downloading the specially crafted test object and printing it. As the file name suggests this is meant to be printed in PLA.
You should end up with a hollow rectangular object. Pay close attention to the corners. You will notice that at the very bottom of the object the corners are way overextruded, causing very noticeable bulging, with the bulging gradually disappearing as the height increases. You can feel the bulging with your finger if you move it over the corner.
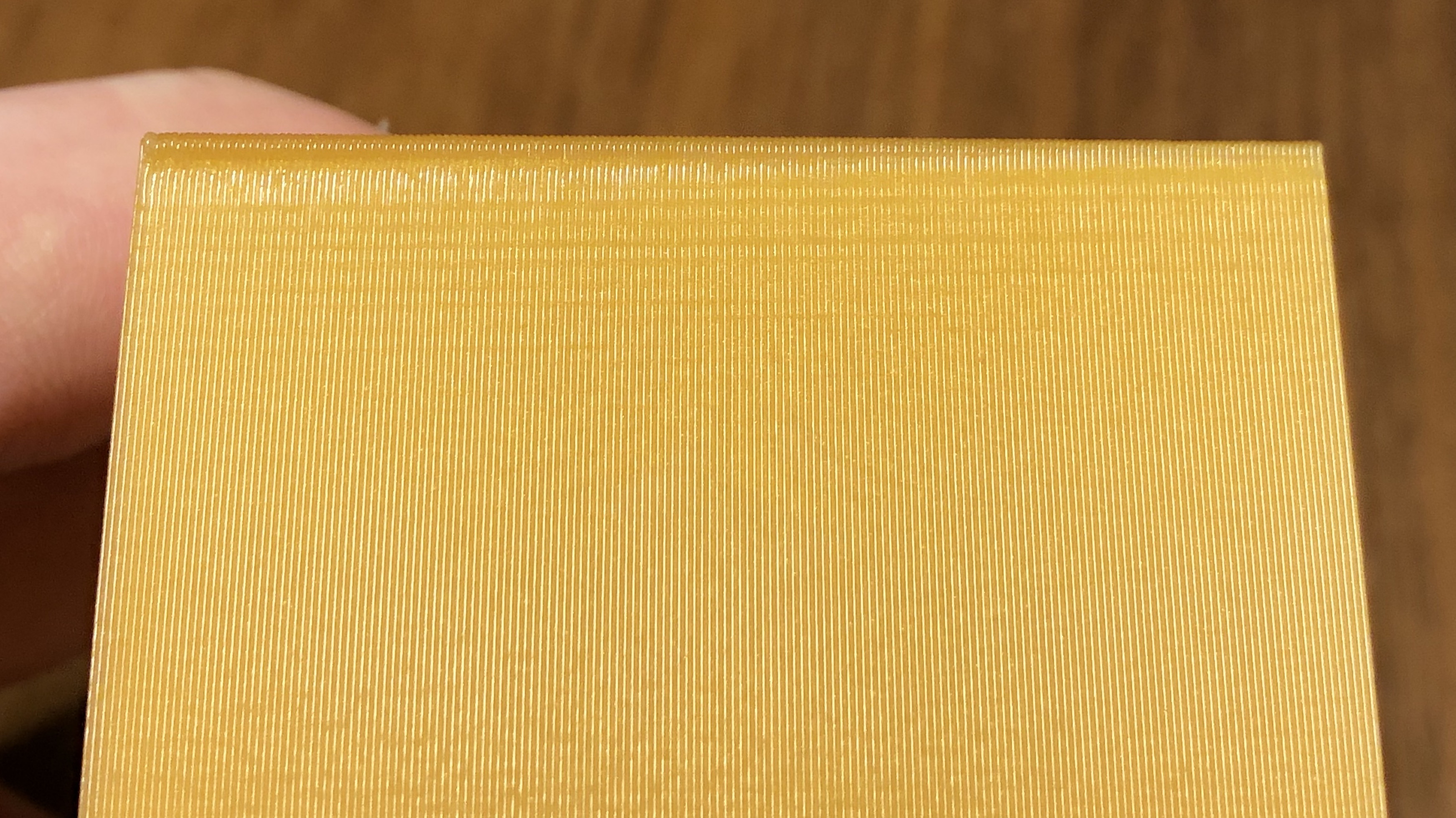
You will also notice that the corners start deteriorating after passing a certain height - this will be easier to see on the internal features of the test print where the groove may start blending in and almost disappearing.

Now try to find the height at which the bulge disappears but the corner is still sharp. Use a ruler to quantify this height.

In this example the optimim appears to be at 43mm. Now all you have to do in order to obtain the PA value is to multiply your optimal height (in millimeters) by 0.004. For this example PA is 43•0.004 = 0.172.
Now edit your Start G-code under Filament Settings / Custom G-code in Slic3r and put SET_PRESSURE_ADVANCE ADVANCE=PA there, where PA is the value you have calculated.

Please note that this setting is per filament type.
Finally, restart Klipper, either by issuing sudo service restart klipper on the console, or by issuing restart in Octoprint terminal.
This last step is very important.
The general idea is to gradually increase the PA value as the print height increases.
Start with determining the parameters for PA probing, in other words the range of PA values to try out. For PLA you probably want to go from 0 to 0.15. For PET you may want to start with 0.1 and go up to 0.2. Please note that PA values above 0.2 will stress the extruder too much and are likely to cause missed steps. Now you have two parameters: START and MAX.
Decide the total height of the test object (HEIGHT). Too low will make it impossible to find a good PA value. Too high is a waste of filament and your time. We believe that 20-25mm per 0.1 increase in PA is optimal.
In the configuration below we are going to use the following values (so to arrive at the same PLA test object as offered for download in the first section of this guide): START=0, MAX=0.2, HEIGHT=50.
- Get
square.stlfrom Klipper sources (you will find it underdocs/prints) and load it in Slic3r. - Scale it vertically to
HEIGHT(50mm). - Add the following to the end of your
Start G-codeunderPrinter Settings / Custom G-code:SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY=1 ACCEL=500 SET_PRESSURE_ADVANCE ADVANCE_LOOKAHEAD_TIME=0 - Add the following to
After layer change G-code:Please note that{if layer_z > 0.4}SET_PRESSURE_ADVANCE ADVANCE={START + layer_z * ((MAX - START) / HEIGHT)}{endif}STARTand((MAX - START) / HEIGHT)are numbers. So for our PLA values:{if layer_z > 0.4}SET_PRESSURE_ADVANCE ADVANCE={layer_z * 0.004}{endif} - Set the following slicing settings:
- Layer height to
75%of your nozzle diameter (so0.3mmfor the most common0.4mmnozzle). -
0top solid layers. -
1bottom solid layer. -
2perimeters. -
0%infill. -
100mm/sprinting speed (for everything save for the first layer).
- Layer height to
- Slice and you are ready to go.
Your desired PA value is START + measured_height * ((MAX - START) / HEIGHT), or -- using the sample START, MAX, and HEIGHT values -- measured_height * 0.004.